
钎焊基本原理
您遇到钎焊方面的问题吗?或需要我们推荐合适的钎焊产品吗?欢迎和我们联系!
鲁科斯钎焊材料(苏州)有限公司
中国 江苏省苏州市苏州工业园区星龙街428号苏春工业坊标准厂房8B
手 机:18862195523
Email:ABian@lucasmilhaupt.com WeChat:bxc615
手 机:13580355062
Email: KCheng@lucasmilhaupt.com
手 机:18660285329
Email:Lli@lucasmilhaupt.com
手 机:13512375105
Email:WWei@lucasmilhaupt.com
电话:15862440316
Email:Jxia@lucasmilhaupt.com
电 话:0512-62891510-215
Email:CFang@lucasmilhaupt.com
Brazing, as we’ve seen, uses the principle of capillary action to distribute the molten filler metal between the surfaces of the base metals. Therefore, during the brazing process, you should take care to maintain a clearance between the base metals to allow capillary action to work most effectively. This means, in almost all cases— a close clearance.
The following chart is based on brazing butt joints of stainless steel, using Easy-Flo® filler metal. It shows how the tensile strength of the brazed joint varies with the amount of clearance between the parts being joined.
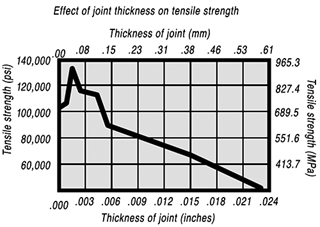
Note that the strongest joint (135,000 psi/930.8 MPa) is achieved when the jointclearance is .0015” (.038mm.)
When the clearance is narrower than this, it’s harder for the filler metal to distribute itself adequately throughout the entire joint and joint strength is reduced.
Conversely, if the gap is wider than necessary, the strength of the joint will be reduced almost to that of the filler metal itself. Also, capillary action is reduced, so the filler metal may fail to fill the joint completely again lowering joint strength.
So the ideal clearance for a brazed joint, in the example above, is in the neighborhood of .0015” (.038mm.) But in ordinary day-to-day brazing, you don’t have to be this precise to get a sufficiently strong joint.
Capillary action operates over a range of clearances, so you get a certain amount of leeway. Look at the chart again, and see that clearances ranging from .001” to .005” (.025 mm to .127 mm) still produce joints of 100,000 psi (689.5 MPa) tensile strength.
If you’re joining two flat parts, you can simply rest one on top of the other.
The metal-to-metal contact is all the clearance you’ll usually need, since the average “mill finish” of metals provides enough surface roughness to create capillary “paths” for the flow of molten filler metal. (Highly polished surfaces, on the other hand, tend to restrict filler metal flow.)
However, there’s a special factor you should consider carefully in planning your joint clearances. Brazed joints are made at brazing temperatures, not at room temperature. So you must take into account the “coefficient of thermal expansion” of the metals being joined. This is particularly true of tubular assemblies in which dissimilar metals are joined.
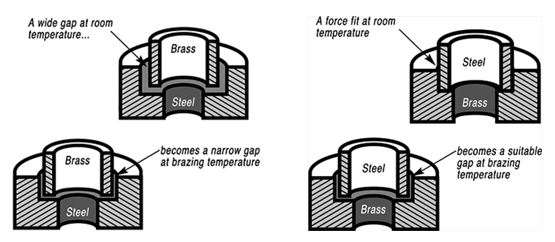
As an example, let’s say you’re brazing a brass bushing into a steel sleeve. Brass expands, when heated, more than steel. So if you machine the parts to have a room temperature clearance of .002”-.003” (.051 mm-.076 mm), by the time you’ve heated the parts to brazing temperatures the gap may have closed completely! The answer? Allow a greater initial clearance, so that the gap at brazing temperature will be about .002”-.003” (.051 mm-.076 mm.).
Of course, the same principle holds in reverse. If the outer part is brass and the inner part steel, you can start with virtually a light force fit at room temperature. By the time you reach brazing temperature, the more rapid expansion of the brass creates a suitable clearance.